| 緯亞電子 | SMT專業貼片加工為您提供最適合的解決方案 |





公司地址:昆山市周市鎮宋家港路259號
公司電話Tel:0512-50139595
電子郵件Email: steven@pcbvia.com
中心議題:
主要研究傳感器技術在smt傳輸系統中的應用 如何增強傳輸系統的功能
解決方案:
隨著中的改革開放的進一步發展,中已經成為全球電子產品的加工生產基地,中市場對smt設備的需求越來越大。由于經濟開發力度等因素限制,我smt產業分布不均勻,主要集中在珠三角和長三角地區,主要產品是生產轉角機、傳輸機、入料機等輔助生產設備,競爭力非常大,據不完全統計,在中山三鄉就有10多家這類產品生產企業。因此廠家需要不斷更新技術,加大研發力度,讓自己的產品功能更齊全、價格更便宜、加大產品亮點等來吸引客戶,提高競爭力。而在smt傳輸系統中加入一種新型ML100系列光電傳感器對整個系統的運行提供了保障。
ML100系列光電傳感器是倍加福中推出新一代緊湊型系列的傳感器,具有高靈敏度、體積小、高亮度LED狀態提示、可適用于干冷環境等特點,具體應用在包裝設備、皮帶傳輸設備、PCB處理設備等。
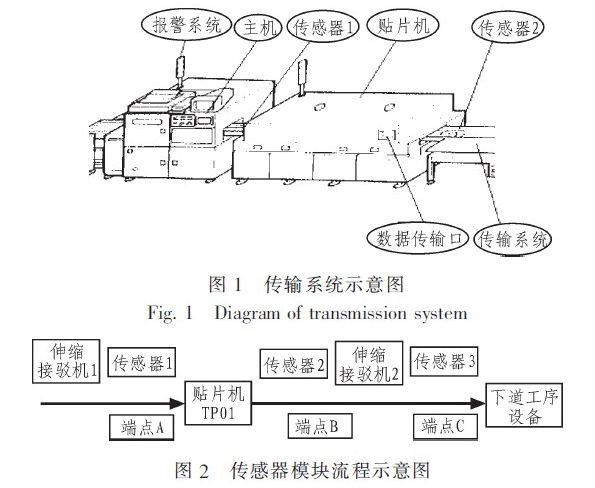
1系統構成
如傳感器流程示意圖1、圖2所示,假設一塊PCB的編號為01,首先從通過傳輸設備伸縮接駁機(編號為CS01)進入設備貼片機(編號為TP01)進行操作貼片流程,完畢之后再從貼片機(編號為TP01)進入傳輸設備接駁機(編號為CS02),再通過傳輸設備接駁機(編號為CS02)進入下一個smt生產設備,如此反復。
2工作原理
2.1傳輸系統流程設計
為了確定設備和傳輸系統的工作狀態是否正常,本設計方案。在伸縮接駁機CS01與貼片機TP01的連接處A點安裝一個傳感器1(編號為CG01),在貼片機TP01和伸縮接駁機CS02的連接處安裝傳感器2(編號為CG02)以及在下道工序設備入口處安裝傳感器3(編號為CG03)。這3個傳感器分別位于貼片機的入口處、出口處以及下道工序設備的入口處,分別掃描進入貼片機的PCB板的編號、進入貼片機(TP01)時間T1和出機時間T2以及進入下道工序設備時間T3,并將這些數據傳送到主機的數據庫中。在貼片機輸送數據端口增設一個報警系統,在傳輸系統的輸入端和輸出端分別增設一個報警系統。因為smt設備中大型設備的進出時間基本上已固定(比如說一種小型貼片機的貼裝速度為3s/塊),每道工序的操作時間基本上固定,現將設貼片機的參照理論操作時間設置為T4,在傳輸系統也就是傳輸紐帶中的參照理論傳輸時間設置為T5(所有時間都精確到秒)。
當PCB板(編號為01)經過傳輸設備伸縮接駁機(編號為CS01)進入設備貼片機(編號為TP01)時,由在A點安裝的傳感器1(編號為CG01)掃描PCB板的編號并記錄進入貼片機(TP01)時間T1,經過貼片機后從B點輸出,并被B點的傳感器掃描其編號并記錄出貼片機的時間T2,經過傳輸設備接駁機(編號為CS02)進入下道工序的設備中,由C點的傳感器3(編號為CG03)掃描其編號并記錄其進入下道工序設備的時間T3。通過這些參數的匹配和對比,就可以很清楚的分析出哪個環節出現了故障,什么時間、什么設備都能很及時的反映出來。分析數據時,會出現以下2種情況:
1)當出入貼片機的PCB的編號以及進入下道工序設備時掃描的PCB的編號匹配時,就可以進行比較,由此可以綜合以下幾個情況:
①當|T2-T1-T4|≥0.5時(0.5s是系統設置的允許誤差),也就是說出貼片機時間T2減去進入貼片機的時間T1,再與貼片機設備的參考時間T4比較,當這個比較值的絕對值大于或者等于系統允許的誤差0.5s時,說明設備貼片機(編號為TP01)工作不正常,裝在貼片機輸入數據端口的報警系統會進行報警,顯示紅燈;
②當|T2-T1-T4|<0.5時(0.5s是系統設置的允許誤差),也就是說出貼片機時間T2減去進入貼片機的時間T1,再與貼片機設備的參考時間T4比較。當這個比較值的絕對值小于系統允許的誤差0.5s時,說明設備貼片機(編號為TP01)工作正常,裝在貼片機輸入數據端口的報警系統顯示綠燈;
③當|T3-T2-T5|≥0.5時(0.5s是系統設置的允許誤差),也就是說進入下道工序設備的時間死減去出貼片機的時間T2,再與傳輸系統的傳送的參考時間T5比較,當這個比較值的絕對值大于或者等于系統允許的誤差0.5s時,說明傳輸設備接駁機(編號為CS02)工作不正常,裝在接駁機(編號為CS02)的報警系統會進行報警,顯示紅燈;
④當|T3-T2-T5|<0.5時(0.5s是系統設置的允許誤差),也就是說進入下道工序設備的時間死減去出貼片機的時間T2,再與傳輸系統的傳送的參考時間T5比較,當這個比較值的絕對值小于系統允許的誤差0.5s時,說明傳輸設備接駁機(編號為CS02)工作正常,裝在接駁機(編號為CS02)的報警系統會顯示綠燈。
2)當出入貼片機的PCB的編號以及進入下道工序設備時掃描的PCB的編號不匹配時,就可以進行比較,由此可以綜合以下幾個情況:
①當傳輸設備伸縮接駁機(編號為CS01)進入設備貼片機(編號為TP01)時由在A點安裝的傳感器1(編號為CG01)掃描的PCB的編號與在出設備貼片機(編號為TP01)掃描的編號不符合時,系統不不進行對比,等待(T4+0.5)(0.5s是系統設置的允許誤差)在進行比較;
②當從傳輸設備伸縮接駁機(編號為CS01)進入設備貼片機(編號為TP01)時由在A點安裝的傳感器1(編號為CG01)掃描的PCB的時間為T1,當等待時間大于或者等于(T4+0.5)(0.5s是系統設置的允許誤差)時,在貼片機的出口處的傳感器2(編號為CG02)還未掃描與該PCB板匹配的編號時,說明該PCB板被卡在貼片機上,貼片機自動進行報警顯示紅燈;
③當傳輸設備伸縮接駁機(編號為CS02)出設備貼片機(編號為TP01)時由在B點安裝的傳感器2(編號為CG02)掃描的PCB的編號與在進入下道工序設備的傳感器3(編號為CG03)掃描的編號不符合時,系統不不進行對比,等待(T5+0.5)(0.5s是系統設置的允許誤差)時間后在進行比較;
④當傳輸設備伸縮接駁機(編號為CS02)出設備貼片機(編號為TP01)時由在B點安裝的傳感器2(編號為CG02)記錄的PCB的時間T2開始,當等待時間大于或者等于(T4+0.5)(0.5s是系統設置的允許誤差)時間后,在進入下道工序設備的傳感器3(編號為CG03)還未掃描到與該PCB板匹配的編號時,說明該PCB板被卡在傳送設備伸縮接駁機(編號為CS02)上,在其上面的報警系統會進行報警并顯示紅燈。
2.2滑動模塊設計
以前的傳輸系統經常出現錯位現象,導致產品被卡位。這些現象發生主要原因是生產線在生產過程中,設備會產生振動,從而會產生一定的位置誤差,這個誤差會影響設備的運行狀況,當誤差過大時,會影響產品的質量和生產率。要想抵消這個誤差,必須有補償裝置。本方案在傳輸系統的皮帶上裝上位置傳感器和馬達等裝置構成一套滑動模塊裝置,由位置傳感器將數據采集過來,經過比較后調整整個傳輸系統的位置。

如圖3滑動模塊流程示意圖所示,本系統方案設計在傳輸系統和smt生產設備的連接處,增設一個滑動裝置,主要由滑動板、滾珠和位置傳感器組成,形成了一個閉環控制,起到平衡作用。在生產過程中,由模塊裝置上的位置傳感器實時將實際位置信號反饋給系統,與給定輸入位置信號相比較產生一個位置誤差信號,然后由這個誤差信號驅動電機運轉進行位置調整。當設備平衡時,位置誤差為零,不進行位置調整;當傳輸機有偏斜時,位置誤差不為零,由它驅動電機運轉,使設備進行一定的位置調整。通過這套裝置,消除由振動產生位置偏移、利于整個生產線的生產、增強各設備之間銜接。
2.3數據通信模塊設計
本設計方案按照傳統的方法采用了smt生產線系統的通信協議,達到數據的互相通信,用上位機(PC)和下位機(MCU)進行連接通信。通信的接口方式為RS232串口通信,波特率為9600bp/s,數據位數為8位,停止位為1位。其中二位的命令數據位和功能數據位為設備正常模式下的數據位,每個命令數據位的都有其功能表達方式,而功能的表達是由功能數據為來規定的。而數據的傳送有二種方式,一種是當設備正常工作時(即設備的正常工作模式下)的傳送方式,二種是當設備非正常工作時(即設備的故障模式下)的傳送方式。
3實驗結果
通過近半年的使用,通過一系列的數據表明,達到了預想效果,大大增強了系統的可操作性、穩定性和兼容性。
4結論
總之,將這套方案運用到smt生產系統中,增添了設備的亮點,提高了企業的競爭能力,勢必給企業帶來更多的機會,從而帶動了企業的更大發展。據企業反饋過來的數據表明,企業的訂單比原先的翻了一倍,現正在擴大生產規模,促進了企業的發展,提高了企業的競爭力。
 本文《傳感器技術在SMT傳輸系統中的應用研究》由昆山緯亞電子有限公司發布在分類[企業新聞],未經許可,嚴禁轉載發布。
本文《傳感器技術在SMT傳輸系統中的應用研究》由昆山緯亞電子有限公司發布在分類[企業新聞],未經許可,嚴禁轉載發布。
上一篇:SMT表面貼裝焊接典型工藝流程
下一篇:SMT端子