| 緯亞電子 | SMT專業貼片加工為您提供最適合的解決方案 |





公司地址:昆山市周市鎮宋家港路259號
公司電話Tel:0512-50139595
電子郵件Email: steven@pcbvia.com
杭州PCB抄板公司-緯亞電子:1.CEM-3覆銅板原材料
(1)環氧樹脂環氧樹脂具有優異的電氣性能、粘合力、耐熱性和耐藥品性,在NEMA標準和IPC 標準都明確規定CEM-3 是以環氧樹脂為主體樹脂的覆銅板, UL 標準有關CEM3的紅外光譜圖也顯示它的環氧樹脂組分。用于CEM-3 的環氧樹脂,環氧當量185-500 g/mol 較合適,環氧當量愈大,分子量愈大,固化后的交聯密度就愈小,板材的Tg 偏低。目前CEM-3 大量使用具有阻燃功能的低澳化雙酣A 型環氧樹脂,環氧當量400 - 450 g/mol 、溴含量18% -20% ,同時,為了提高板材的耐熱性、耐潮濕性、耐化學藥品性和尺寸穩定性,常添加適量的諾伏拉克型環氧樹脂或多官能環氧樹脂,以提高固化交聯密度,雙酚A型環氧樹脂與諾伏拉克型環氧樹脂或多官能環氧樹脂的配比,一般為(60 - 90) : (40 - 10 ) (質量份) ,后者用量太高,會縮短粘結片的貯存期、降低剝離強度和機械加工性。通過添加環氧當量700 -1 200 g/mol 以上的環氧樹脂,可增大架橋點間的分子量,提高板材在加工過程中承受機械和熱沖擊的能力,但是必須注意樹脂的環氧當量太高,分子量太大,樹脂粘度較高,會造成膠液對玻纖布的浸漬性變差。
(2) 固化劑和促進劑CEM-3 常用的固化劑有雙氟股和線性酚醛樹脂(諾伏拉克) ;固化促進劑一般用咪唑類化合物,如2- 甲基咪唑、2- 乙基-4- 甲基咪唑、2-苯基咪唑等,也可用基二甲膠作促進劑。近年來,為了提高板材的耐熱性、耐潮濕性、耐離子遷移性和耐白斑性,比較傾向于采用線性酚醛樹脂作為環氧樹脂的固化劑,包括酚醛諾伏拉克、雙酣A 型諾伏拉克等,其中雙酚A 型諾伏拉克具有優秀的耐變色性。線性酚醛樹脂的軟化點為80~120
c 較合適,軟化點低于80 C,分子量較小,雖然可以提高膠液的浸漬性、板材層間粘合力,但是板材玻璃化轉變溫度較低;軟化點高于120 C ,分子量較大,可提高板材的耐熱性、耐潮濕性和馬,但是會導致膠液浸漬性變差、板材層間粘合力下降。林、酚醛樹脂與環氧樹脂的比例一般是酷程基當量和環氧當量之比為(0.9- 1.1) :1 較合適,小于0.9 則板材層間粘合力低,超過1. 1 ,則板材Tg 降低。以酚醛樹脂作固化劑的板材,其剝離強度比用雙氧膠作固化劑的板材的剝離強度低些,這是酚醛樹脂作固化劑的一個特點。
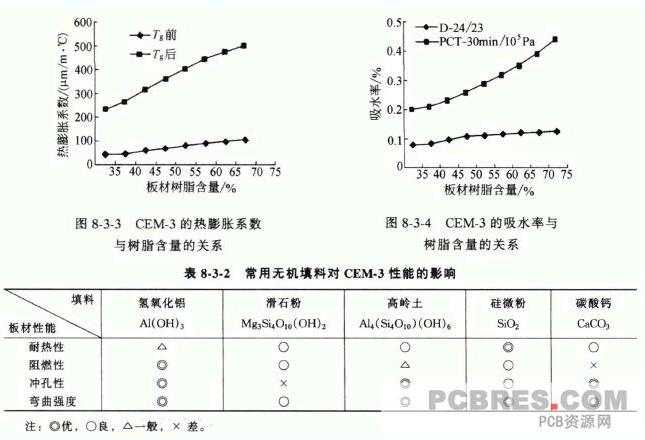
(3)無機填料無機填料是CEM-3 的重要組分之一,作為填充劑,它直接影響板材的尺寸穩定性、通孔可靠性、耐潮濕性和機械加工性等。初的CEM-3 不含有無機填料,玻纖紙的含膠量大,使到板材有機物(環氧樹脂固化物)含量高達60% ,導致板材熱膨脹數和吸水率偏大,然而早期CEM-3 主要用于單面印制線路板,不需考慮通孔可靠性,耐潮濕性即使差一點,問題也不大;隨著CEM-3 應用范圍的擴大,特別是在雙面印制線路板上的應用,這些問題就暴露出來。后來,通過在芯料用膠液中加入無機填料,大大提高CEM-3的無機物比例,使板材中有機物含量和無機物含量的比例下降為40: 60 (質量份) ,接近FR-4 水平,顯著地降低板材的熱膨脹系數和吸水率,圖8-3-3 、圖8-3-4 顯示了CEM-3 的樹脂含量(即有機物含量,通過無機填料用量來調整)與板材熱膨脹系數、吸水率的關系。CEM-3 常用的元機填料有氫氧化鋁、滑石粉、碳酸鈣、硅微粉、高嶺土等,它們對CEM-3 性能的影響見表8-3-2 。目前CEM-3 大量使用的無機填料是氫氧化鋁,氫氧化鋁含有3 個結晶水,在200 - 500 C條件下,不同程度釋放出水,在釋放水時,需吸收大量的熱量,所以氫氧化鋁也是一種理想的"潔凈"阻燃劑,氫氧化鋁的粒徑越小,阻燃效果越好;但是,氫氧化鋁會影響板材的耐熱性、耐浸焊性, PCB 加工熱風整平、元件焊接的溫度都接近氫氧化鋁的分解溫度,如果時間較長,高溫下氫氧化鋁受熱分解,板材會分層起泡;近年有廠家研究對氫氧化鋁進行熱處理,脫去部分在200 多度開始分解的結晶水,可大大提高氫氧化鋁的熱分解溫度,這種含有1. 8-2.9 個結晶水的氫氧化鋁已開始供應市場。
一般來說,選用的無機填料的粒徑在1-10μm 較合適,大粒徑不大于40μm。填料粒徑太小,則在膠液中分散困難,易成團結塊,填料在玻纖紙中分布不勻,這時必須提高溶劑用量,并借助高速率、高剪切力的分散設備來達到均勻分散的目的;若填料粒徑太大,則在1昆膠及上膠過程中填料易沉降,上膠時對玻纖紙的浸漬性變差,由于玻纖紙的過濾作用,填料在玻纖紙中也會分布不均勻。至于無機填料用量,以無機填料用量與樹脂用量之比常在(80-150): 100(質量份)為宜,超過150% ,肢液粘度增大,填料分散性、浸漬性變差,板材耐熱性等性能會下降,并且會超出UL 規定的CEM-3 灰分要求(0.8 mm 板的灰分范圍42.7% -68.3% , 1. 6 mm 板的灰分范圍29.7% - 44.9%) ;但是如果無機填料用量過少,則對降低CEM-3 的熱膨脹系數貢獻不大,使到板材的尺寸穩定性和通孔可靠性變差。
CEM-3 的絕緣層外觀透明度與元機填料的折光率有關,如果元機填料的折光率等于樹脂的折光率,板材就顯示出透明狀,例如,氫氧化鋁的折光率為1.57 ,與環氧樹脂的折光率1. 55 差不多,所以用氫氧化鋁作填料的CEM-3 ,板材絕緣層呈現出透明狀,基本上與FR-4 的外觀相同;如果元機填料的折光率大于樹脂的折光率,板材就顯示出不透明狀,因此,開發要求高遮光性的LED 顯示用CEM-3 可以根據這個原理,在膠液中加入高折光率的元機填料(顏料)。
另外,對元機填料進行表面處理,可以降低膠液粘度,減少溶劑用量,并提高元機填料與樹脂的結合力,消除界面影響,從而提高板材性能。無機填料常用的表面處理劑有硅烷偶聯劑、鐵酸酯偶聯劑等,可以在與環氧樹脂混合前對無機填料進行表面處理,也可以在混膠時將填料、偶聯劑和環氧樹脂一起混合(又叫遷移法) ,相比之下前一種處理方法的效果較好。 杭州PCB|杭州smt
(4) 溶劑CEM-3 用溶劑有二甲基甲酰胺、丙酮、丁酮、乙二醇單甲醚、丙二醇單甲醚等,除了二甲基甲醚膠具有強極性、專門用于溶解雙氰膠外,其他溶劑極性較低,主要用作膠液稀釋劑,改善無機填料的分散性和膠液浸漬性。選擇溶劑必須注意與上膠機烘箱溫度相匹配,溶劑沸點不能太低,否則會造成揮發太快,影響上膠質量;還須注意選擇的溶劑不能參與體系反應,如以線性酣醒作固化劑的體系就不能使用二甲基甲酷膠作溶劑,因為它對
反應起促進作用,會縮短肢液凝膠化時間。
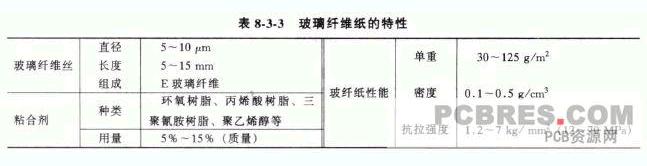
(5) 增強材料CEM-3 采用電子級玻璃纖維布和電子級玻璃纖維紙兩種增強材料。面料的增強材料一般用7628 玻璃纖維布,對一些特殊用途的CEM-3 也采用2116 玻纖布,但會增加產品成本。玻纖布和玻纖紙必須經過硅烷偶聯劑表面處理,以提高耐潮濕性、耐熱性、電氣絕緣性。玻纖紙的強度較低和內應力很小,其對板材翹曲影響較小,而玻纖布存在編織張力及內應力殘留、經緯紗偏斜等不穩定因素,對CEM-3 翹曲影響較大,因此,必須注意玻纖布的經、緯紗的編織密度、緯斜等,同時,生產CEM-3 時須注意面料要同機同布。芯料的增強材料采用玻璃纖維紙(簡稱玻纖紙,又稱玻璃纖維無紡布、玻璃纖維氈、玻璃紙等) ,它由短切玻纖、粘合劑,用濕式短網抄紙機按抄紙方法制成,其特性見表8-3-3 。CEM-3 用玻纖紙一般以綜合性能好的環氧樹脂或丙烯酸樹脂為粘合劑;用聚乙烯醇作粘合劑的玻纖紙,雖然價格便宜,但是耐熱性、耐水性差,已被淘汰出CEM-3 用玻纖紙之列。
(6) 銅箔CEM-3 采用的銅箔,要求是表面經特殊處理的電解銅箔(又稱處理箔) ,以18μm 、35μm 銅箔為主。銅箔的表面處理包括銅箔毛面粗化處理、鍍耐熱層(鍍鋅、鍍銅或鍍鋅銅合金)和熱穩定化處理等,經過表面處理后的銅箔可以有效改善銅箔毛面與環氧樹脂的結合,從而提高板材的剝離強度、耐熱性和耐化學性。由于CEM-3 的面料是環氧玻纖布基粘結片,環氧樹脂是一種強力膠粘劑,所以CEM-3 不需用涂膠銅箔。
2. CEM-3覆銅板制造工藝
CEM-3 的制造工藝如圖8-3-5 所示,大體上分混膠、上膠、層壓三道工序。
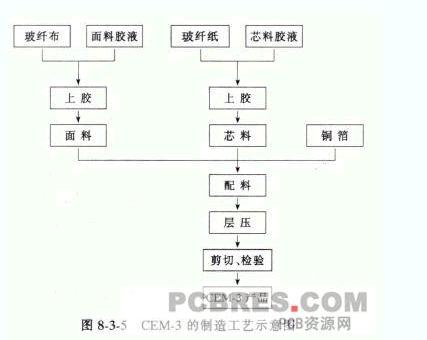
(1)混膠根據膠液配方計算好各組分用量,按一定投料順序,將環氧樹脂、固化劑、固化促進劑、溶劑混制成面料用膠液,將環氧樹脂、固化劑、固化促進劑、無機填料、溶劑混制成芯料用膠液。為了使元機填料能均勻分散在膠液中,可先用溶劑潤濕、分散元機填料后再加樹脂,也可采用高速、高剪切分散設備來達到均勻分散的目的。
(2) 上膠分別用玻纖布和玻纖紙浸漬上述膠液,通過上膠機除去溶劑、半固化后,制成面料和芯料。CEM-3 用面料一般采用立式上膠機上肢,芯料既可采用立式上膠機也可以采用臥式上膠機。由于芯料厚度較厚,采用遠紅外線加熱方式比采用熱風加熱方式要好得多,前者可以使芯料表里的樹脂半固化度均勻一致,而熱風加熱方式會使芯料表層溶劑先揮發出來,在芯料表面形成樹脂固化封閉層,影響里面揮發分的排除,表里樹脂半固化程度不一致。
(3)層壓按圖8-3-1 的順序配好料,雙面板則兩面都覆蓋銅錨,單面板則一面覆蓋銅箔,另一面覆蓋耐熱性好的離型膜,如聚氟乙烯(PVF) 薄膜,然后將配好的料坯夾在兩張鏡面不銹鋼板中間,放進層壓機中,按設定的層壓程序加熱加壓,制成CEM-3 。由于芯料本身的多微孔特點,若采用普通層壓機,難以將芯料內氣泡完全排出,會導致高溫高壓下樹脂氧化,使板材產生黃斑氣泡或空洞現象,進而影響板材的性能,因此,為了生產高品質的CEM-3 ,建議采用真空層壓機,以消除板材內黃斑氣泡,減少板材殘余應力和降低翹曲,全面提高板材性能。
(杭州PCB|杭州smt|杭州PCB設計|杭州pcb打樣|杭州pcb抄板|杭州pcb板生產廠家-杭州緯亞電子科技有限公司)
來源:CEM-3覆銅板工藝流程 本文《CEM-3覆銅板工藝流程》由昆山緯亞電子有限公司發布在分類[企業新聞],未經許可,嚴禁轉載發布。
本文《CEM-3覆銅板工藝流程》由昆山緯亞電子有限公司發布在分類[企業新聞],未經許可,嚴禁轉載發布。
上一篇:用單層PCB設計超低成本混合調諧器
下一篇:PCB制版技術-CAM和光繪工藝