| 緯亞電子 | SMT專業貼片加工為您提供最適合的解決方案 |





公司地址:昆山市周市鎮宋家港路259號
公司電話Tel:0512-50139595
電子郵件Email: steven@pcbvia.com
【摘 要】文章通過對一種結構中有盲孔設計,且單PCS FR-4尺寸比鋁基要小的單面三層鋁基板進行制作研究,通過分析設計與工藝制作難點,重點對流程設計、板厚控制、層壓對位工具與方式等工藝制作難點進行研究,找出了工藝難點的有效設計與解決方法;成功開發出了此款產品,各項品質指標與信賴度均滿足客戶要求。
【關鍵詞】單面三層鋁基板;埋孔;單PCS FR-4比鋁基小
一、前言
鋁基板因為具備良好的散熱性能,在LED照明、電器、汽車等行業中的應用日趨廣泛,其結構也由早期的單面板,發展出了單面雙層、單面多層、雙面夾芯、多層夾芯、硬板+鋁基板、軟板+鋁基板等多種結構,以前很少有導通孔設計,現在不僅有導通孔,更有些設計了盲埋孔;這些都要求從業者及時變革作業方式,調整方法,本文闡述的就是一款應用于汽車板中的單面三層盲孔鋁基板制作工藝,供業內同行交流探討。
二、產品設計信息
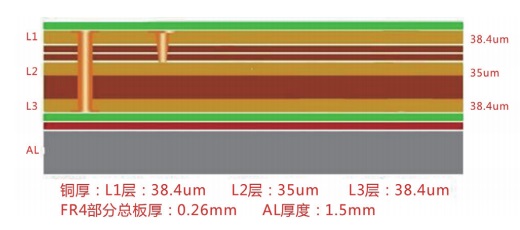
2.1 產品結構
2.2 重難點描述
1) L1-L2層之間設計有盲孔,厚度10um,此設計限制了FR-4的流程只能先做L2-3層,然后再壓PP與銅箔后做L1層;
2)L1/L2/L3層銅厚35-40um,而該板有通孔及盲孔設計,必須走電鍍流程,因此開料時的銅厚選擇,及減銅條件須做好控制;
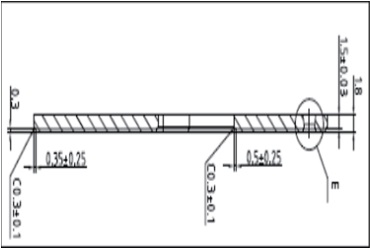
3)L1-L2層介質層要求64-100um,L2-3層間介質層要求50um,L3層與鋁之間為導電膠,總板厚1.8+/-0.05mm,必須選擇合適厚度的介質層;
4)出貨SET上NPTH孔到孔距離公差+/-0.05mm,對鉆機精度要求較高,且壓合前后的漲縮須控制非常精準;
5)出貨SET的FR-4單PCS間無連接位,且NPTH孔也與鋁基上的不等大,單PCS與鋁基壓合,對位公差+/-0.1mm,無法鉚合及用普通銷釘定位法壓合,須開發合適的工具;
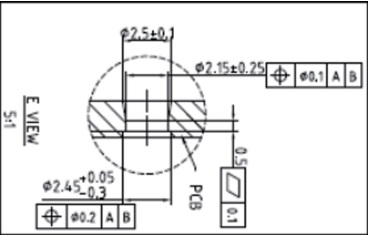
6)有沉頭孔設計,上下直徑差異較小,需測試找出合適的切削角度,而在NPTH孔上再沉頭,且對深度有要求,在不做破壞性測試的情況下無法直接測量與監控深度,如圖3、圖4所示。
三、制作及技術攻關過程
3.1流程設計
3.1.1 L2-3層采用用1OZ底銅芯板,如圖5,完成L2層線路后,選1/3 OZ銅箔進行壓合,壓合后先將L1層的1/3 OZ減銅至6-8um,然后用干膜保護L1層,再將L3層由1OZ減銅至6-8um。

3.1.2 生產流程
FR-4:開料→L2/3層內層線路→酸性蝕刻→AOI→壓合→銑邊→L1層減銅→貼干膜L1層→減銅L3層→激光鉆孔→機械鉆孔→沉銅板電→加厚銅→外層線路→酸性蝕刻→外層AOI→阻焊→字符→沉金→假貼導電膠
鋁基:開料→鉆孔→線路→蝕刻鋁面字符→貼保護膜→沉頭→鑼外形→撕保護膜
主流程:壓合→測試→FQC→FQA→包裝
3.2 L1-L2層一次試壓采用1080 65%的PP壓合,壓合后切片量測厚度只有61.24-63.14um,調整為1080 69%后厚度74-79 um。
3.3 NPTH孔到孔距離
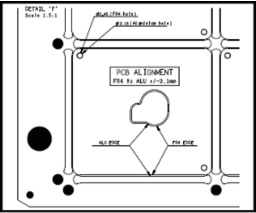
1)客人要求如圖6。

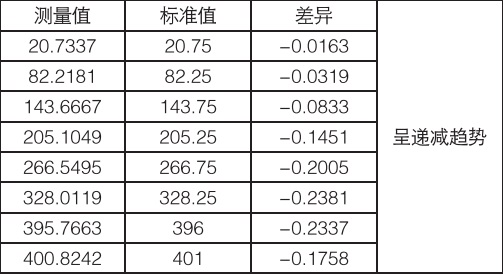
2)一次試做時鋁板按1:1鉆孔,壓合后NPTH孔到孔距離測量數據。
從圖7、圖8的測量數據來看,不論是長邊還是短邊,隨著尺寸加大,漲縮越明顯,需調整補償系數。

3)鋁板鉆孔時長邊預補+4.5%%,短邊+4%%,壓合后NPTH孔到孔距離測量數據,見圖9。

調整補償系數前板子呈縮的趨勢,此時無論如何調整鉆孔程式和鉆機精度都無法滿足客戶的公差要求,而在調整后,減去了板材漲縮的影響,只要做好鉆機的日常保養和維護,在機器RUN OUT符合要求(一般≤15um)的情況下,NPTH孔到孔距離就可以滿足公差要求。
3.4 層壓對位方式
1)設計專用PIN釘如下圖10,先取一塊0.3mm的FR-4板,按此料號的孔位只鉆2.45mm的孔,然后將PIN釘用雙面前固定在板上,制作成一個專用對位釘床。

2)將假貼了純膠膜且鑼成單PCS的FR-4板套在PIN上,一片板套完后再把鋁板套在PIN上。
3)三者套好后一起過假貼機,當FR-4與鋁基假貼完成后,專用對位釘床即可取出用于下一片板的FR-4與鋁基對位。
3.5 客人對沉頭孔深度有要求,而在孔上再沉頭無法測深度,為改善此問題,程式設計時在板邊先做8個沉頭孔(未鉆孔,直徑同板內設計),待板邊沉頭孔深度,直徑確認OK后再沉板內的孔。
四、過程中異常處理情況
成品清洗時盲孔區域金面氧化問題。

1)成品板在水平線以正常速度3m/min清洗后,盲孔區域的金面氧化嚴重,將速度降至1.5m/min仍無法克服。
2)烘烤120℃/30min后以1.5m/min過水平線,金面氧化。
3)用氨水擦拭金面后以1.5m/min過水平線,金面氧化。
4) 修改作業流程,FR-4壓合前正常過前處理,壓合后不過任何水平線,所生產的板無氧化。
通過上述層別試驗得知,在未改流程前,因成品板厚達1.8mm,板子吸收的熱量多,普通水平線的吹烘干無法去除盲孔內的水份,而在壓合前,板厚只有約0.3mm,過水平線時盲孔內的水份可以烘干,后制程在不接觸水的情況下不會發生氧化問題。
五、結束語
有盲孔設計、且單PCS FR-4尺寸比鋁基要小的單面三層階梯鋁基板作為一種新的結構,能滿足客戶布線、散熱、絕緣等各方面的要求,本文結合金屬基板的一些流程特性,通過不斷優化和探索,總結了此類板的制作方法,供行業同仁參考。
來源:一種盲通孔鋁基板制作技術探討 本文《一種盲通孔鋁基板制作技術探討》由昆山緯亞電子有限公司發布在分類[資料中心],未經許可,嚴禁轉載發布。
本文《一種盲通孔鋁基板制作技術探討》由昆山緯亞電子有限公司發布在分類[資料中心],未經許可,嚴禁轉載發布。
上一篇:PCB工程師分級依據
下一篇:印制電路厚銅板制作的幾種特殊方法